เครื่องมือเจาะคาร์ไบด์คืออะไร วิธีการเลือกเครื่องมือเจาะคาร์ไบด์ที่เหมาะสม
บริษัท ดรู คาร์ไบด์ เพรสซิชั่น จํากัด เปิดตัวคู่มืออุตสาหกรรม: การล้างความลับของการเลือกเครื่องมือเจาะคาร์ไบด์
20 กุมภาพันธ์ พ.ศ. 2025** - ขณะที่ความรู้ด้านการผลิตเร่งรัด Drow Carbide Precision Ltd. วันนี้ได้ปล่อยหนังสือขาวการเลือกเครื่องมือตัดแม่นยําสูง" การให้การวิเคราะห์ลึกถึงลักษณะทางเทคนิคของเครื่องมือเจาะคาร์ไบด์และกลยุทธ์การคัดเลือกสําหรับบริษัทแปรรูป.
### การวิเคราะห์ทางเทคนิคของ Carbide เครื่องมือเจาะ
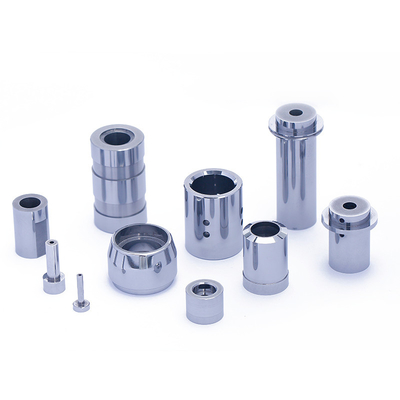
อุปกรณ์เจาะคาร์ไบด์ ผลิตจากวัสดุที่ใช้คาร์ไบด์ตองเฟรเมนแสดงข้อดีที่โดดเด่น:
- **ความทนทานต่อการสกัดอย่างพิเศษ**: ความแข็งแรงถึง HRA92-94, อายุการใช้งานยาวกว่าเครื่องมือ HSS 5-8 เท่า
- **ความมั่นคงทางอุณหภูมิสูง**: ทนทาน 800-1000 °C สําหรับการตัดความเร็วสูง
- ** การแปรรูปแม่นยํา**: ประสบความสามารถความอดทนเกรด IT6-IT7 กับความหยาบผิว Ra0.4-0.8μm
### วิธีการเลือก 5 มิติ
CTO ของ Drow Carbide แนะนําให้พิจารณา 5 มิติสําคัญ
1. **ความสอดคล้องของวัสดุ**
เครื่องมือเคลือบ CVD สําหรับเหล็กเหล็กเหล็ก, PVDเคลือบนาโนสําหรับเหล็กไร้ขัด
2. **การเลือกเครื่องมือเฉพาะปฏิบัติการ**
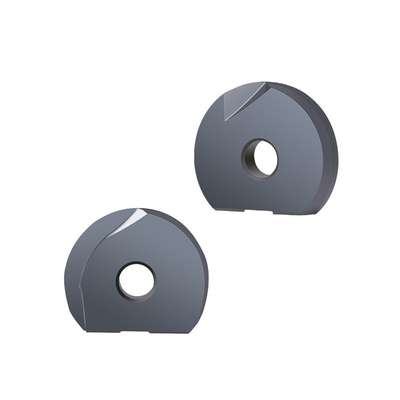
- **หน้า Grooving **:
▸ เหมาะสําหรับช่องลอกน้ํามันในเครื่องยนต์ (ความกว้าง 2-8 มม.)
▸ แนะนําการใส่ TPGX ด้วยมุมการเข้าใกล้ 85 °
▸ ความเร็วในการตัด [v_c = 120-180m/min] สําหรับสกัดอลูมิเนียม
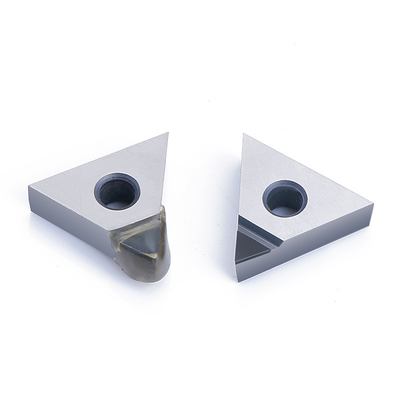
- **โปรไฟล์เบื่อ **:
▸ การแปรรูปรูปแบบที่ซับซ้อนในส่วนประกอบเครื่องบินอวกาศ
▸ ใช้หัวเจาะแบบกณิตศาสตร์แปรเปลี่ยนที่มีความซ้ําได้ ± 0.01 มม.
▸ กณิตศาสตร์ของเครื่องหักชิป: [λ = 15°-20°] สําหรับการแปรรูปเหล็ก
- ** การผสมผสานภายใน **:
▸ การแปรรูปเส้นเมตร / UN ในแมนยูฟอลด์ไฮดรอลิก
▸ เครื่องใส่แบบ 60 องศา V พร้อมเคลือบ TiAlN
▸ อัตราการให้อาหาร [f = pitch times 0.7] สําหรับเส้นใยมาตรฐาน ISO
- **ความน่าเบื่อกลับ **:
▸ การแปรรูปด้านหลังของกระเป๋าเครื่องเรือน
▸ เครื่องตัดมุมกลับ ที่มีมุมนํา 45 องศา
▸ ความต้องการความแข็งแรง: [k geq 200N/μm] ในระดับลอย 5xD
- **ความเบื่อภายใน**:
▸ ปรับปรุงรูแบบแม่นยําทั่วไป
▸ ระบบเจาะแบบโมดูเลอร์ ด้วยความละเอียดการปรับ 0.001 มิลลิเมตร
▸ อัตราสัมพันธ์ ความลึก-กว้าง [L/D หน้า 4] โดยไม่ใช้ตัวช่วย
3. **ปารามิเตอร์ทางกณิตศาสตร์**
เลือกมุมรัง γ ตามความแข็งของวัสดุ:
[
γ =
เริ่ม {กรณี}
8°-10° & text{เหล็กเหล็กเหล็ก}
12°-15° & text{สกัดอลูมิเนียม}
กรณีสุดท้าย
]
4. ** ระบบถือเครื่องมือ**
HSK สําหรับการใช้งานความเร็วสูง (≤18,000 rpm) VS CAPTO สําหรับการตัดหนัก
5. **ความสามารถของผู้จําหน่าย **
การประเมินการบริการการตั้งค่าเครื่องมือก่อน การสนับสนุนในสถานที่ และการตอบสนองของคําตอบที่กําหนดเอง
** เกี่ยวกับ บริษัท ดรูคาร์ไบด์ เพรซิสั่น จํากัด **
ในฐานะของบริษัทเทคโนโลยีสูงระดับชาติ เราถือสิทธิบัตรเครื่องมือคาร์บิด 12 และใช้งานเครือข่ายการบดเครื่องมือ 5 แกนที่ผลิตในเยอรมันwww.drowcn.cn.
* ติดต่อสื่อ:
ผู้จัดการฝ่ายขาย คุณเชน วอทแอป/เวชแทท +8618975739143
อีเมล: csc@drowcn.cn*


 ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!
ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!